
全國訂購/咨詢熱線:
0317-8034700
13333277744
0317-8034700
13333277744

泊頭市品冠量具制造有限公司
手機:13333277744
電話:0317-8034700
網址:http://tjtiancai.com.cn
電子郵箱:btpglj@163.com
地址:河北省滄州市泊頭市交河鎮新華街
鑄鐵焊接平板做型時細節部位的處理:
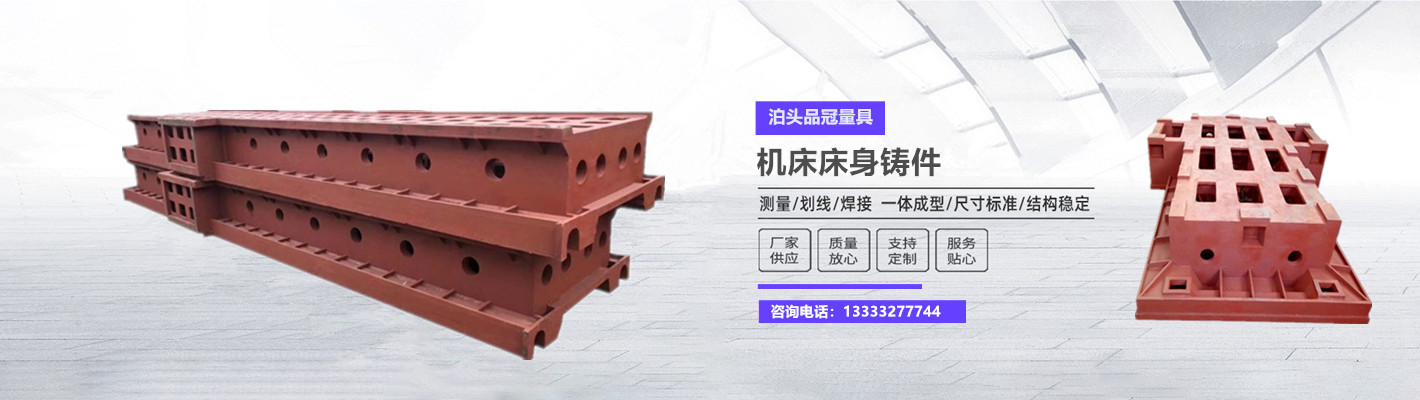
鑄件壁厚均勻的細長的焊接平板和較大的鉚焊平臺等剛度較差的和壁厚不均勻的機床床身類鑄件,均易產生變形。設計這類平板鑄件時,將截面設計成對稱形狀,或加助板提高剛度結構方式,可以防止變形。焊接平臺壁的連接設計是否正確,對防止焊接平臺產生縮孔、縮松、變形、裂紋及粘砂等缺陷和提高平臺鑄件質量都有很大的影響。設計中注意以下幾方面:
1、焊接平板的壁間鏈接處都應有鑄造圓角。無圓角結構焊接平板,在直角處鑄鐵積聚,熱節圓比別處大,易產生縮孔和縮松,且內側轉角處應力集中嚴重,易產生裂紋。
此外,灰鐵金屬易產生柱狀晶體,在直角處晶體直交,晶體間的結合力薄弱,平臺轉角處力學性能下降,更促進了裂紋的產生。圓角還有利于造型,避免鑄型尖角損壞而形成砂眼,影響焊接平板美觀。
2、為了減少熱節,避免鑄件產生縮孔、縮松等缺陷,平臺上筋板的連接應盡量避免交叉。筋板的連接應采用環形接頭。
3、厚壁與薄壁間的鏈接要逐步過渡,設計平臺鑄件時,當壁厚不能保證均勻時,厚壁與薄壁的連接應采用逐步過渡的方法,以避免產生應力集中和裂紋。灰口焊接平臺表面淬火可以提高其硬度,灰鐵250材質淬火回硬度可達到HB210以上
為了提高某些鑄件的表面硬度、耐磨性以及疲勞強度,可采用表面淬火。灰口焊接平板和球墨鑄鐵平板均可進行表面淬火。
鑄鐵件在進行表面淬火前應進行正火(預先熱處理),以保證基體組織中珠光體量達到75%以上,這樣可以達到表面淬火的良好效果。淬火冷卻時,既要保證表面加熱層能充分完成馬氏體轉變,又不致產生淬火裂紋,所以一般不應冷透。如采用噴水冷卻時,噴水至250℃即可停止噴水,利用淬火余熱進行自回火。也可在淬火后及時送進回火爐中回火。
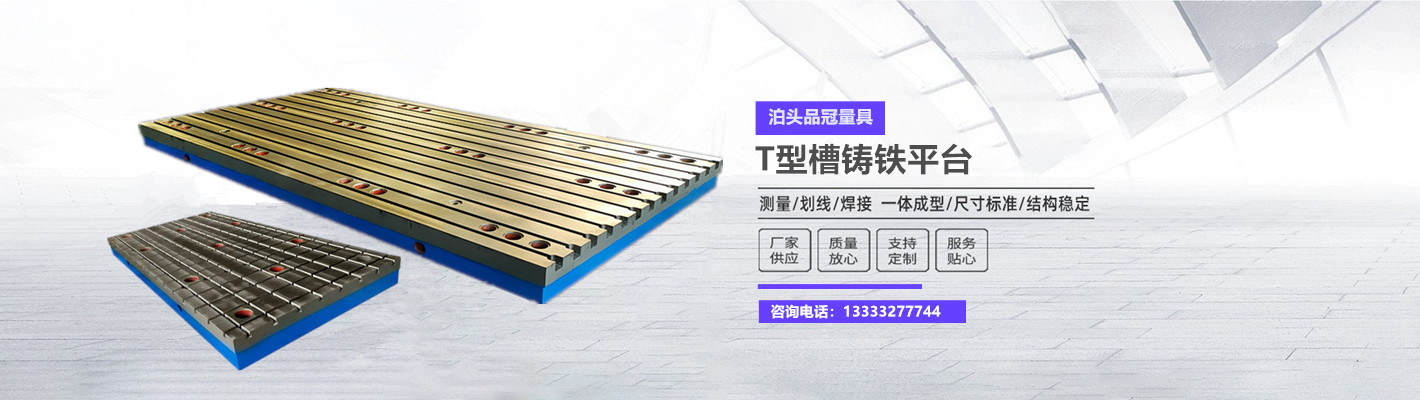
泊頭焊接平臺專業生產供應商。我廠產品現貨供應,質量安全保證,產品銷往全國各地,深受廣大客戶朋友們的青睞。鑄鐵焊接平臺/焊接平板廣范應用于鉚焊工藝的基礎鑄鐵平板,在焊接平臺/焊接平板工作面上有用來清理鉚焊時的一些鐵渣和焊接廢棄物的孔和用來固定焊接件的T型槽,焊接平板/焊接平臺材質一般為高強度鑄鐵HT200-300,工作表面硬度約為HB170-240,焊接平板/焊接平臺在經過兩次人工處理包括人工退火600度-700度和自然時效2-3年,該產品的精度更趨向穩定,耐磨性能更良好。
焊接平板/焊接平臺按國家GB7947-1999標準制造,規格大多在100×100至3000×6000之間,如有特殊規格可以根據用戶需求和提供的圖紙制作定做。
咨詢熱線:0317-8034700 15028614006 QQ:891508868 也可登錄公司網站:http://tjtiancai.com.cn/


 當前位置:
當前位置: