
全國(guó)訂購(gòu)/咨詢熱線:
0317-8034700
13333277744
0317-8034700
13333277744

泊頭市品冠量具制造有限公司
手機(jī):13333277744
電話:0317-8034700
網(wǎng)址:http://tjtiancai.com.cn
電子郵箱:btpglj@163.com
地址:河北省滄州市泊頭市交河鎮(zhèn)新華街
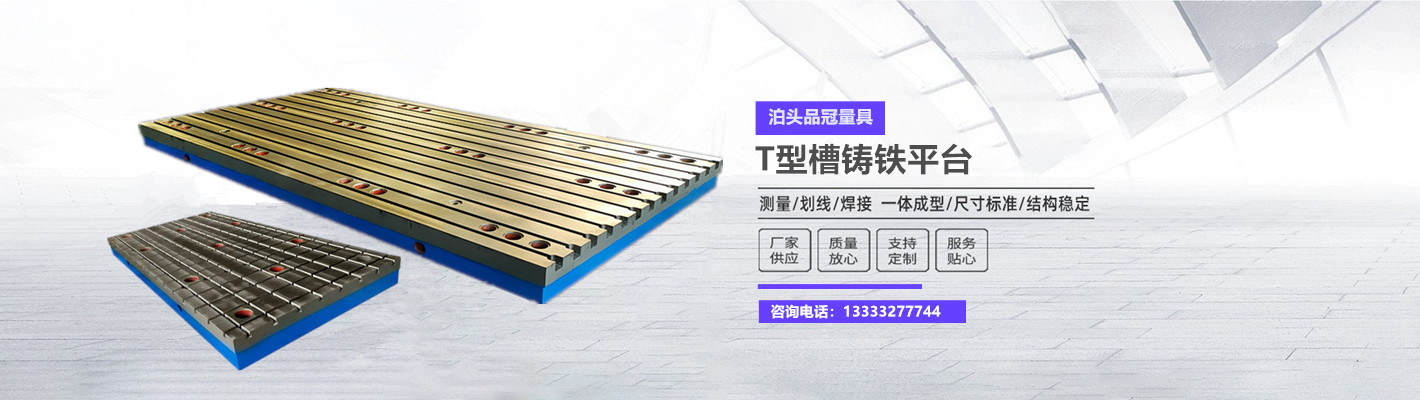
生產(chǎn)高精度鑄鐵T型槽裝配平臺(tái)的方法:
鑄鐵T型槽裝配平臺(tái)工作面通常應(yīng)采用刮削工藝。對(duì)采用刮削加工的3級(jí)T型槽平臺(tái)工作面,其表面粗糙度Ra的最大允許值為5um。鑄鐵T型槽焊接平臺(tái)應(yīng)采用優(yōu)質(zhì)細(xì)密的灰口鑄鐵或合金等材料制造,其工作面硬度應(yīng)達(dá)到170-220HB。
鑄鐵T型槽裝配平臺(tái)的鑄件在粗加工的時(shí)候使用的是龍門刨床和端面銑床使鑄鐵T型槽裝配平臺(tái)四周及上下面成正方形或是長(zhǎng)方形,鑄鐵T型槽裝配平臺(tái)在澆注完成后開(kāi)始用振動(dòng)清沙和人工除沙并清理鑄鐵T型槽裝配平臺(tái)毛坯周圍的廢棄物,清沙完畢后鑄件自然放涼并開(kāi)始00次回火(時(shí)效處理),鑄件在回火窯升溫至780°并在窯種和窯的溫度同時(shí)降至50°方可出窯。
在鑄鐵T型槽裝配平臺(tái)上進(jìn)行鉆孔或是螺紋孔可以用數(shù)控龍門銑床進(jìn)行一次性完成,精度高,光潔度高。鑄鐵T型槽裝配平臺(tái)精度較高光潔度較高,經(jīng)過(guò)粗加工后用數(shù)控龍門銑床進(jìn)行精加工,數(shù)控龍門銑床加工后的精度直線度和平面度每米誤差0.008mm,光潔度可以控制在1.2以內(nèi)經(jīng)過(guò)人工拋光后光潔度最高可以達(dá)到0.8。鑄鐵T型槽裝配平臺(tái)開(kāi)T型槽必須在刨完平面后放置一天后才能開(kāi)T型槽或是U型槽、矩型槽等,在粗加工后必須進(jìn)行第二次回火時(shí)效處理,因?yàn)榈诙蔚幕鼗饡r(shí)效處理要比00次重要的多,最多可以釋放鑄鐵平臺(tái)內(nèi)部的95%的應(yīng)力。
鑄鐵T型槽裝配平臺(tái)精度等級(jí)為0級(jí)-3級(jí)的T型槽平臺(tái)工作面上,直徑小于15mm的砂孔允許用相同材料堵塞,其硬度應(yīng)小于周圍材料的硬度。工作面堵塞的砂孔應(yīng)不多于4個(gè),且砂孔之間的間距應(yīng)不小于80mm。
鑄鐵T型槽焊接平臺(tái)采用刮削工藝應(yīng)進(jìn)行涂色對(duì)研檢驗(yàn)。對(duì)研后顯示的接觸點(diǎn)面積的比率見(jiàn)表3的規(guī)定:或者按25mm×25mm正方形面積的接觸點(diǎn)數(shù)見(jiàn)表3的規(guī)定,且任意25mm×25mm中的接觸點(diǎn)數(shù)之間應(yīng)不大于5點(diǎn)。
鑄鐵T型槽裝配平臺(tái)的表面應(yīng)清除型砂且平整,涂漆牢固。鑄鐵T型槽裝配平臺(tái)工作面不得有嚴(yán)重影響外觀和使用的砂孔、氣孔、裂紋、縮松、劃痕、碰傷、銹點(diǎn)等缺陷。


 當(dāng)前位置:
當(dāng)前位置: